
发布时间:2015-02-02 09:20:00
随着现代科学技术的进步,回转窑的设计水平有了很大的提高。传统的回转窑设备在供料系统设计上存在很大缺陷,为此,我公司通过应用现代成熟技术,对回转窑的供料系统进行合理布置。

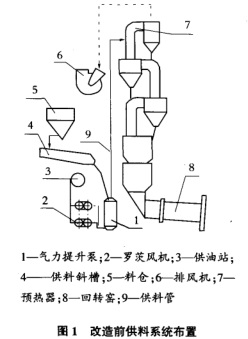
改造前供料系统布置如图1,入窑生料由斜槽4送入气力提升泵1,通过罗茨风机2提供的压缩空气由泵体下部送入供料管9,通过供料管被提升到一级筒上升烟道部位送人预热器,达到供料的目的。该系统使用中存在以下不足。
1、入窑生料给料不稳定,入窑生料流量每小时的给定值与入窑生料每小时流量反馈值不一致,波动大。
2、由于入窑生料流量不稳,向旋窑内给料忽入忽小,生料在窑中锻烧过程严重影响了窑内的热工制度。料大了窑内煤热量不够,料小了煤热量过剩,所以造成熟料的产量不稳,质量波动大,严重彩响到了熟料质量的稳定。
3、系统电耗高。使用中存在明显的有效利用功率偏低现象(一般容积效率仅为0.75~0.85);随着设备磨损老化,有效利用率会随之降低。此外,在实际运行中风机是在低风量和低风压的非满负荷条件下运转,浪费了电能及材料(如零部件损坏更新、润滑油等消耗等等)。
4、下料器使用时间长,磨损太大,锁不住料,造成时常抛料,导致岗位工作劳动强度增大。
5、噪音大。由于进、排气脉动和回流冲击的原因,气体动力性噪声特别大。
1、增加仓位控制装置
在溢料仓下料管设置一个翻板阀,在翻板的配重杠杆上方安装白炽灯,其对面安一只光敏电阻开关。当缓冲仓已满,生料进入溢料仓时,翻板阀动作,杠杆则挡住光敏电阻的光源,光敏开关关闭,通过生料库底电磁阀控制气缸,停止生料库下料。当缓冲仓出现空位时,翻板阀回位,光敏开关打开,控制生料库下料。
2、改变生料仓下料管位置
将缓冲仓下料管由中心位置改为边缘位置,以减小物料的冲击影响。
3、选用提升机替代罗茨风机及气力提升泵。
4、对下料器磨损锁不住料,采取用废旧的提升机输送带制作400x80mm的密封条,每隔100mm打上小孔,用作下料器上的密封装置,同时更换下料器叶轮上磨损坏的密封条,使下料叶轮完全可封住生料粉,并按要求的转速均匀分料下料,达到稳定喂料。
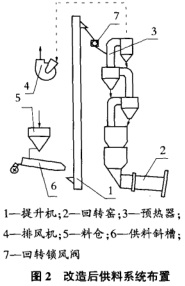
改造后的供料系统布置见图2。
采取以上改进措施后,入窑生料流量稳定性得到了控制,窑的台时产量也有较大的提高,窑的操作参数也得到了有效的控制,熟料质量也趋于稳定,熟料CaO≤1.0%合格率达到了85%以上,小于1.5%的合格率可达到92%,熟料立升重的范围缩小到1250-1500L/g之间、特种熟料的选取率达到90%以上。同时熟料的产质量大幅度提高,台时产量已稳定升至20.3t/h;窑体事故连续5个月为零,顺利地实现了达产达标。
由此可见,通过对回转窑供料系统优化设计之后,生产效率大大提高,目前,我公司回转窑设备优化设计之后性能提高,欢迎前来选购。
随着现代科学技术的进步,回转窑的设计水平有了很大的提高。传统的回转窑设备在供料系统设计上存在很大缺陷,为此,我公司通过应用现代成熟技术,对回转窑的供料系统进行合理布置。
改造前供料系统布置如图1,入窑生料由斜槽4送入气力提升泵1,通过罗茨风机2提供的压缩空气由泵体下部送入供料管9,通过供料管被提升到一级筒上升烟道部位送人预热器,达到供料的目的。该系统使用中存在以下不足。
1、入窑生料给料不稳定,入窑生料流量每小时的给定值与入窑生料每小时流量反馈值不一致,波动大。
2、由于入窑生料流量不稳,向旋窑内给料忽入忽小,生料在窑中锻烧过程严重影响了窑内的热工制度。料大了窑内煤热量不够,料小了煤热量过剩,所以造成熟料的产量不稳,质量波动大,严重彩响到了熟料质量的稳定。
3、系统电耗高。使用中存在明显的有效利用功率偏低现象(一般容积效率仅为0.75~0.85);随着设备磨损老化,有效利用率会随之降低。此外,在实际运行中风机是在低风量和低风压的非满负荷条件下运转,浪费了电能及材料(如零部件损坏更新、润滑油等消耗等等)。
4、下料器使用时间长,磨损太大,锁不住料,造成时常抛料,导致岗位工作劳动强度增大。
5、噪音大。由于进、排气脉动和回流冲击的原因,气体动力性噪声特别大。
1、增加仓位控制装置
在溢料仓下料管设置一个翻板阀,在翻板的配重杠杆上方安装白炽灯,其对面安一只光敏电阻开关。当缓冲仓已满,生料进入溢料仓时,翻板阀动作,杠杆则挡住光敏电阻的光源,光敏开关关闭,通过生料库底电磁阀控制气缸,停止生料库下料。当缓冲仓出现空位时,翻板阀回位,光敏开关打开,控制生料库下料。
2、改变生料仓下料管位置
将缓冲仓下料管由中心位置改为边缘位置,以减小物料的冲击影响。
3、选用提升机替代罗茨风机及气力提升泵。
4、对下料器磨损锁不住料,采取用废旧的提升机输送带制作400x80mm的密封条,每隔100mm打上小孔,用作下料器上的密封装置,同时更换下料器叶轮上磨损坏的密封条,使下料叶轮完全可封住生料粉,并按要求的转速均匀分料下料,达到稳定喂料。
改造后的供料系统布置见图2。
采取以上改进措施后,入窑生料流量稳定性得到了控制,窑的台时产量也有较大的提高,窑的操作参数也得到了有效的控制,熟料质量也趋于稳定,熟料CaO≤1.0%合格率达到了85%以上,小于1.5%的合格率可达到92%,熟料立升重的范围缩小到1250-1500L/g之间、特种熟料的选取率达到90%以上。同时熟料的产质量大幅度提高,台时产量已稳定升至20.3t/h;窑体事故连续5个月为零,顺利地实现了达产达标。
由此可见,通过对回转窑供料系统优化设计之后,生产效率大大提高,目前,我公司回转窑设备优化设计之后性能提高,欢迎前来选购。